

Francis Berner
Wednesday, 29 June 2016 09:18
How Does Oil Work? Part One...

How does oil work? Part One.
By John S. Evans, B.Sc
Friction is a ubiquitous part of our daily lives. Walking, writing, opening doors and drawers and driving to work all involve energy being expended in order to overcome friction.
Although friction is generally thought of as a negative mechanical characteristic (approximately 20% of a car's energy is spent in overcoming friction) it must be remembered that without it we would not be able to walk and the brakes on our cars would not work.
Friction is usually seen as a mechanical problem and the force necessary to overcome it has long interested engineers. When man invented the wheel it enabled him to move weights around with far less expenditure of energy than if they were dragged from A to B. What he had in fact done was to replace sliding friction with rolling friction which has a much lower value.
This blog looks at the role of oil in reducing the harmful forces of friction.
Friction
An understanding of friction will be helpful as a starting point. Friction can be defined as the resistance encountered when one body moves relative to another body with which it is in contact.
The laws and coefficient of friction
The basic laws of friction were 'sensed' by Leonardo da Vinci but were not studied scientifically until the 18th century by Coulomb and Amontons, which led to the definition of three laws:
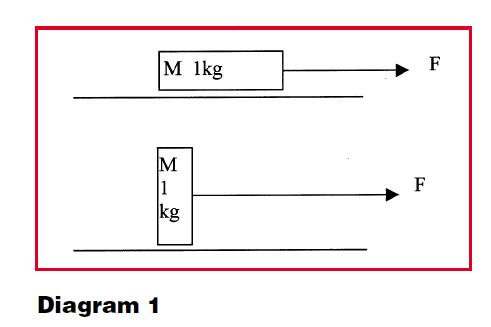
The first law states that the force of friction that exists between two surfaces is directly proportional to the perpendicular pressure between them. In order to slide a metal cube of mass M across a table, a tangential force, F, must be applied. If M is doubled then F must also be doubled to get M to move.
The second law states that the force of friction is independent of the surface area of M in contact with the surface over which it is being made to slide. If M were to have an oblong cross section, it would not matter whether the larger or smaller surface area was placed on the table; the force of friction, or the force required to move both blocks, would remain the same. Diagram 1 illustrates this point.
The third law says that the force of friction is dependent on the nature and state of the surfaces.
Smooth surfaces generate less friction than rough surfaces. The first law can be restated as the ratio between F and M for a particular system is constant and F/M is known as the coefficient of friction. This coefficient can be easily measured by using gravity to make a metal block slide across a surface. Although the mass can be weighed and the force to get it to move easily determined, inertia causes problems.
Newton's first law of motion can be interpreted as saying that bodies at rest tend to stay that way unless acted upon. This means that the initial energy required to get the metal block to start moving (overcome static friction) is higher than the energy required to keep it moving (overcome dynamic riction). Once the initial energy has been expended to overcome the static friction, the coefficient of friction settles down to a constant value equal to the dynamic friction. Thus frictional drag is lower once a body is in motion.
Causes of friction
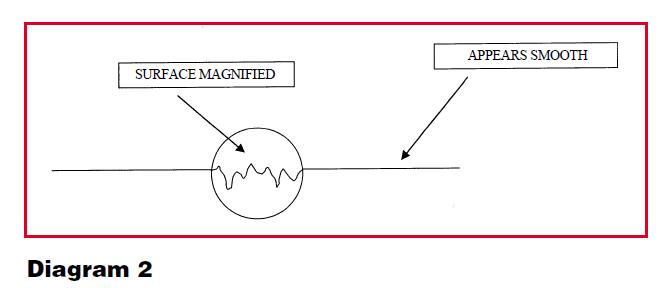
Surfaces that appear smooth and shiny to the naked eye will show peaks and furrows when examined with a microscope or even a magnifying glass. This does not mean that the component has been poorly machined but that components manufactured to prescribed tolerances may still have fairly rough surfaces at microscopic level (see Diagram 2).
When two surfaces are brought into contact, it is the tips of the peaks that actually touch, meaning that large areas of the surfaces never come into contact. For example, the contact area of two flat steel surfaces subjected to a pressure of 0.5 kgcm-2 is about 1/40 000th of the apparent surface area. The size of the contact area not only depends on the surface area and roughness but also on the load acting on the two surfaces. The peaks where contact actually takes place are called asperities.
Because it is the asperities that touch and because they make up a very small surface area, very high pressures and temperatures are achieved which can cause metal deformation and cold welding to take place. When the surfaces slide over each other, microscopic welds are produced between peaks which, due to the relative motion, are then torn apart. The laws of friction apply to one clean metal surface sliding over another. The laws break down when thin metal films or oxidised surfaces are considered. They also do not apply to very hard surfaces (eg. a diamond) or very elastic surfaces (eg. rubber) where the contact area no longer depends on pressure.
Friction and wear
Whenever friction is overcome, the dislocation of surface material generates heat and this frictional heat can be highly destructive to metal surfaces and cause wear to take place.
Additionally, when there is solid friction (as opposed to fluid friction) wear will also take place. Material is lost due to the cutting action of opposing asperities and to the shearing of microscopic welds. In extreme cases the combination of high frictional temperatures, welding and shearing can cause complete seizure of moving parts.
The harmful effects of friction cannot be overemphasised. The job of the engineer and particularly the lubrication engineer is to control friction: to increase it where it is needed and to decrease it where it will cause damage. Lubrication reduces friction by replacing solid friction with fluid friction.
Sliding and rolling friction
When one body slides over another, the force of resistance encountered at the points of contact is known as sliding friction. If a ball or cylinder were to roll over a metal surface, the relative velocity of the points of contact are actually zero and this results in rolling friction. It should, however, be noted that rolling friction is always accompanied by some sliding friction.
Two main types of rolling friction exist. The first is where large tangential forces are experienced as in the case of a car wheel in contact with the road which generates considerable sliding forces. The second is where minimal tangential forces are present as is the case with a ball or roller bearing. This is sometimes known as free rolling.
Studies show that elastic deformation of the roller and the surface occurs and this gives rise to the resistance to motion (friction) that is encountered. The energy returned to the system when the deformation returns to normal is less than the energy required to cause the deformation. This excess energy is lost as frictional heat. Tests show that rolling friction is not influenced by the presence or absence of a lubricant. However, lubrication is still important in this situation because the elastic deformation of the surfaces introduces sliding friction which can be reduced by the introduction of a lubricant to convert solid friction into fluid friction.
Lubrication
The friction that exists between two bodies in relative motion involves an appreciable energy loss which needs to be minimised. This is achieved by feeding lubricants between these sliding surfaces which replace solid friction with fluid friction which can be far smaller. A lubricant must possess two basic properties: some degree of fluidity to spread over the surfaces and adhesive power to allow the fluid to remain in place during motion. Oils are particularly well suited to this job.
When an oil is fed in between two moving surfaces it causes them to separate and in doing so eliminates the solid friction that exists between them. Unfortunately viscous drag (fluid friction) exists in the oil so that friction can never be totally eliminated but it can be greatly reduced. The oil can cause the surfaces to separate in a number of ways and, when this is not completely possible, friction is still kept to a manageable level.
The lubrication regimes that will be considered here are: boundary lubrication, mixed film lubrication and hydrodynamic lubrication which includes elastohydrodynamic lubrication (EHD).
More to follow in part two, alternatively click here to download the pdf.
Published in
Blog
Tagged under
Thursday, 23 June 2016 08:10
Translated Technical Bulletins

Bonjour! Bom dia!
Did you know that some of our most popular Technical Bulletin titles are now available online in French and in Portuguese?
The documents are on the WearCheck website, and can be downloaded as pdf files, for FREE!
Newly-translated Technical Bulletin titles are uploaded regularly, so make sure you keep checking to get them all.
Please click on the icon of the French or Portuguese flags on our websites homepage to access the documents directly, or follow these links:
WearCheck in French (WearCheck en Français)
WearCheck in Portuguese (WearCheck em Português)

WearCheck technical manager Steven Lumley shows off some of the translated Technical Bulletins.
Published in
Blog
Tagged under
Friday, 17 June 2016 08:25
Two million samples for Diagnostician
Congratulations to WearCheck diagnostician Michelle Allis, who recently diagnosed her two millionth oil analysis sample! Michelle joined the WearCheck team in 1997 as a diagnostician. She is based in the UK, but operates a remote diagnostic service for WearCheck South Africa via an online diagnostic facility. Sample results from all of WearCheck’s laboratories are uploaded onto an intranet, Michelle accesses the data online, performs the diagnoses, and in turn uploads this information back onto the WearCheck system
Michelle has clocked up a record 2 000 000 samples in just under 20 years that she has been diagnosing for WearCheck.
We are super proud of you, Michelle! Exact international statistics are not officially monitored, however, we believe that your achievement aligns you with the top few diagnosticians in the world, with this incredible number of diagnoses to your credit.

WearCheck diagnostician Michelle Allis recently diagnosed her two millionth oil analysis sample, placing her alongside the top few diagnosticians in the world who have performed an equivalent number of sample diagnoses – among them, fellow WearCheck Diagnostician Rowan Maartens.
Published in
Blog
Tagged under
Friday, 08 April 2016 13:29
Super Rugby Fan?

At WearCheck, we not only help our customers plan their maintenance procedures but also their rugby viewing times.
This season, the Super Rugby tournament has become a bit complicated with the addition of the new teams from Argentina and Japan and with various format changes. So we created a 2016 Super18 viewing schedule to help you keep track of your favourite Super Rugby team.
Check it out by clicking here
Go Sharks!
Published in
Blog
Tagged under
Wednesday, 06 April 2016 09:51
Particle counting (ISO 4406) on diesel samples

WearCheck processes approximately 500 diesel samples per month in our ISO 17025-accredited specialty laboratory in Johannesburg. These samples are tested against SANS 342:2014 specifications, which is the standard specification for diesel in South Africa.
Particle counting, as per ISO 4406 (fluid cleanliness), does not make up part of this specification which is why this test is not traditionally carried out on diesel samples. The IP440 (Institute of Petroleum) test method is the approved method for contamination measurement.
Although ISO 4406 is not sanctioned as a method for measuring fuel cleanliness by SANS, many customers and particularly OEMs have cleanliness limits based on this method.
Because particle counting is a well-known and established test method for lubricants and has increasing popularity with diesel testing, WearCheck has now introduced this test as a standard on all diesel samples.
The ISO 4406 test will be carried out using the ASTM D7619 test method which covers sample preparation and will ensure consistency and validity when measuring a particle count on a diesel sample.
Published in
Blog
Tagged under
Tuesday, 22 March 2016 12:04
Technical Bulletin 62: Measuring and treating varnish formation in turbine oils
Varnish deposits can cause absolute havoc when they form in turbine oils, control valves and other machinery components, often leading to severe interruption to the smooth operation of the system.
Therefore, early detection of an oil’s varnish-forming potential is key to maintaining components operating at their optimum level. At WearCheck, we conduct a host of tests on turbine oil to measure its varnish-forming potential and also to determine the oil’s remaining useful life.
Once an oil is contaminated with varnish, the oil cannot simply be changed. The varnish must be removed properly, and the cause of the varnish formation identified, in order to prevent or minimise future varnish formation.
To learn more about measuring varnish-forming potential, effective ways to remove varnish, and how to identify the root cause of the varnish formation, please click here to view Technical Bulletin 62.
Published in
Blog
Tagged under
Tuesday, 01 March 2016 10:08
Internal auditor awards

At WearCheck a hard-working team of voluntary internal auditors operates behind the scenes to ensure that our systems and processes continue to run smoothly. These dedicated workers are recognised for their contribution to the company, over and above their normal duties.
The recipients of the 20115 Internal Auditors of the Year were Salisha Dhanasar (supervisor of the Middelburg laboratory) and Lyn Gengan (customer services) in Pinetown.
Above: Lyn Gengan received the 2015 Internal Auditor award for Pinetown. Below: Salisha Dhanasar was awarded the 2015 Internal Auditor award for Middelburg.

Published in
Blog
Tagged under
Thursday, 25 February 2016 14:23
And the winner is...

Thank you to all our customers who took the time to complete our recent customer satisfaction survey. Your feedback gives us an idea of what we are doing right and how we can improve, and helps us to address your product and services needs.
We particularly appreciate these words from some of the survey respondents:
-
excellent service and an asset to the industry
-
very helpful
-
always get good feedback
-
oil analysis is a good conditioning monitoring tool to use
-
excellent service – very happy
-
keep up the good work, WearCheck
-
very impressive
Each year, as a mark of our gratitude for the time taken to give us your input, one survey respondent’s name is randomly selected to win a prize.
Our 2015 winner is….. Keith Green of Ernest & Lowe who won a Samsung tablet valued at R6000.

Published in
Blog
Tagged under
Thursday, 04 February 2016 11:48
We're EXHIBITING!

Mining Indaba is the world’s largest mining investment conference taking place at the ICC in Cape Town from the 8th – 11th February 2016.
As WearCheck enters its 40th year of business, we will once again be attending the conference and exhibiting at the show, so please be sure to visit our stand and gain some insight into the world of Condition Monitoring.
We will be showcasing the following products
-
Oil Analysis
-
Fuel Analysis
-
Filter & Grease Analysis
-
Coolant Analysis
-
Vibration Monitoring
-
Thermal Imaging
-
Laser Alignment & Balancing
WearCheck Stand Number 304, Hall 2
For more information on the show visit www.miningindaba.com
Published in
Blog
Tagged under
Tuesday, 26 January 2016 10:56
Vigie arrives at 40 year milestone

Four decades, 40 years, 14 600 days…whichever way you view it, it’s a jolly long time…and that is how long our stalwart WearCheck lab supervisor, Vigie Manikum, has been with the company.
On reaching the big milestone in November 2015, Vigie received congratulations from colleagues and friends both locally and around the globe, in recognition of her dedication and outstanding service to the company.
Managing Director Neil Robinson summed it up in his note to all staff, ‘Vigie, it has been a pleasure working with you all these years. Your contribution to the ever-smooth running of the laboratory has been immeasurable and I know there are a significant number of current employees, including myself, whose careers started in the lab, who appreciate the support and guidance you offered during their time there.’
So how did it all start for WearCheck’s longest-serving employee?
“Well, says Vigie, ‘I finished matric at 16, and was one of eight siblings. At 17, I started helping my dad in the laboratory, where he worked at Natal Canvas. In 1975, my mom saw an ad in The Mercury one day. We called, I was interviewed by Gary Brown on the Thursday and by Friday, I had the job at WearCheck!’
Vigie’s career at WearCheck began as an office worker, back in the pre-computer days, where reports and test results were manually typed up on a typewriter. With only Vigie, Lesley Crawford and Gary Brown in the office, everyone had many tasks to do to keep the then McCraw Laboratories going.
1976 saw the company name change to WearCheck. Vigie has seen WearCheck grow from a one-room operation to the multi-national operation it has become today.
Rising through the ranks, Vigie became junior laboratory assistant (1978), a senior lab assistant (1982) then laboratory co-ordinator (1992) and finally laboratory supervisor (2000).
For the senior managers who mentored Vigie throughout her career, she has nothing but gratitude and respect. And this mentorship has filtered down to Vigie’s own subordinates, many of whom wrote notes of congratulations such as this particular one (who now works as a diagnostician at another company):
‘Congratulations on reaching this milestone, you have been the backbone of the lab over the years and for many more in the future. You have inspired your staff and motivated them way beyond the working environment. You have been a marvellous mentor.’
Looking back over the decades, Vigie insists she has never once needed an alarm clock, as she is still excited to get to work. ‘Although not without its trials and tribulations, I have really and truly relished my career at WearCheck. My brain is on autopilot – when I wake up, it tells me “Go to WearCheck!”’ she laughs.
True to her generous spirit, Vigie organised commemorative chocolates to give to every staff member in celebration of reaching her 40 year milestone with the company recently.
Published in
Blog
Tagged under