
Displaying items by tag: RCM
Thursday, 17 July 2014 10:03
Implementing reliability-centred maintenance (RCM)

Implementing reliability-centred maintenance (RCM)
By Daan Burger, N.D. (Elect. Eng.)
This article follows on from the previous which focused on the philosophy behind reliability-centred maintenance (RCM).
In this issue we describe the practical steps towards implementing an RCM programme.
Using RCM to develop an initial maintenance programme for new equipment as well as schedule maintenance for existing plant, involves a structured decision-making process based on the consequences of functional failure of this equipment. RCM analysis produces a programme which includes all scheduled tasks – and only those
tasks – necessary to ensure safety and operating economy. The decision-making logic behind RCM analysis applies to any complex equipment which requires a maintenance support programme aimed at maximising operating reliability at the lowest costs.
Objectives
The objectives of an RCM maintenance programme are:
-
To realise the machinery’s inherent safety and reliability levels
-
To restore the machinery’s inherent levels of safety and reliability once deterioration, malfunction, or abnormal conditions have occurred
-
To accomplish these objectives at a minimum cost.
RCM decision-making logic
This involves
-
Identifying significant items
-
Defining functional and potential failures
-
Assessing failure consequences
-
Assessing the applicability of the proposed maintenance task
-
Selecting applicable and effective maintenance tasks
-
Establishing initial task intervals
-
Exploring optimum task intervals
Definitions
Before examining the RCM decision-making logic, it would be useful to review some maintenance terms.
Reliability-centred maintenance
A scheduled maintenance programme designed to realise the inherent reliability capabilities of equipment.
Significant items
A component whose functional failure can have safety, production or major economic consequences.
Applicability
The relevance of lubrication, servicing, inspection, restoration, discarding or monitoring an item is determined by its characteristics.
Effectiveness
The success of scheduled maintenance is achieving reduced failures, plant availability or cost-effectiveness.
Hidden-failure/malfunction
An abnormal condition which is not evident to the operating or maintenance staff during their normal duties and inspections. This includes contamination and abnormal wear.
Overhaul
A unit is completely disassembled and re-manufactured, part by part, to restore it to a “like new” physical condition.
Rework
A set of maintenance operations considered sufficient to restore the unit’s original resistance to failure. Rework for specific items may range from replacement of a single part to complete remanufacture. Both overhaul and rework are considered restoration tasks.
Discard
The scrapping of an item when it has reached a safe-life limit (to avoid critical failures) or an economic-life limit (to avoid non-critical failures)
On condition
Inspections are scheduled to detect potential failures. Units are removed or repaired “on the condition” that they do not meet the required standard. For an on condition task to be effective it must be possible to detect reduced failure resistance for a specific failure mode; it must be possible to define a potential failure condition which can be detected by an explicit task and there must be a reasonable time interval between the time of potential failure and functional failure.
Condition monitoring
A process characterised by the absence of preventive maintenance tasks. An item is maintained by condition monitoring if it is permitted to remain in service without preventive maintenance until a function failure occurs. Failure finding tasks such as oil analysis and performance monitoring may be assigned.
Cost-effectiveness
If the failure consequences only involved operational consequences and not safety, the cost of finding and correcting potential failures must be less than the combination cost of the operational consequences plus the cost of repairing the failed component.
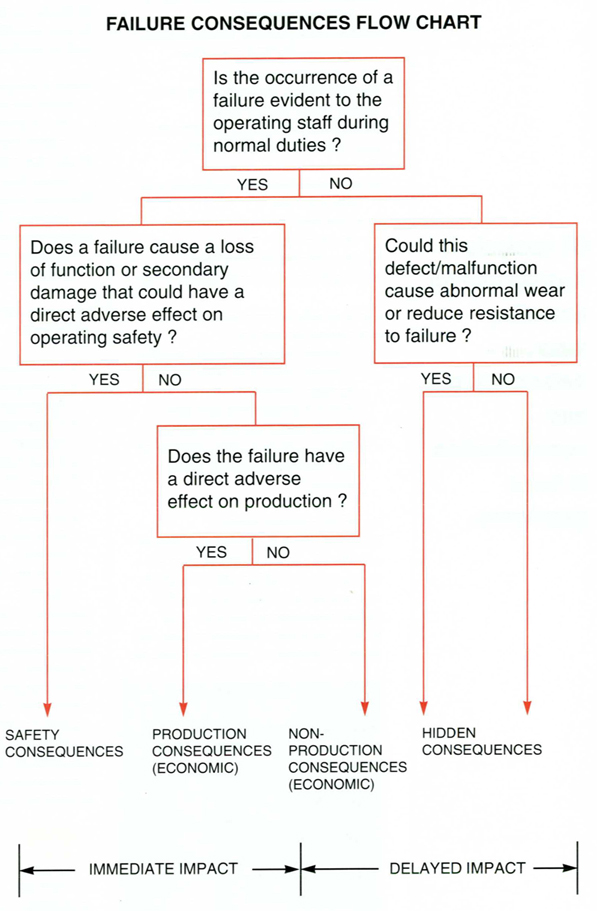
Evaluating failure consequences
The first step in developing an RCM programme is to evaluate the consequences of equipment failure. This identifies significant items and determines the priorities of the maintenance effort.
The different types of failure consequences include:
-
Safety consequences – possible fire, destruction or injury
-
Operational consequences – direct economic loss due to lost production plus cost of repair
-
Non-operational consequences – direct cost of repair only
-
Hidden consequences – reduced component life due to abnormal wear and contamination
Failure consequences can be evaluated by using the flow chart below
Evaluating maintenance tasks
The next phase of RCM analysis involves a systematic study of the different failure modes of each significant item to establish the benefits of scheduled maintenance. One needs to determine whether one of the basic maintenance tasks will satisfy both the criterion for applicability and the specific conditions for effectiveness. There is a specific order of preference to the use of preventive tasks as the Maintenance Task Flow Chart shows.
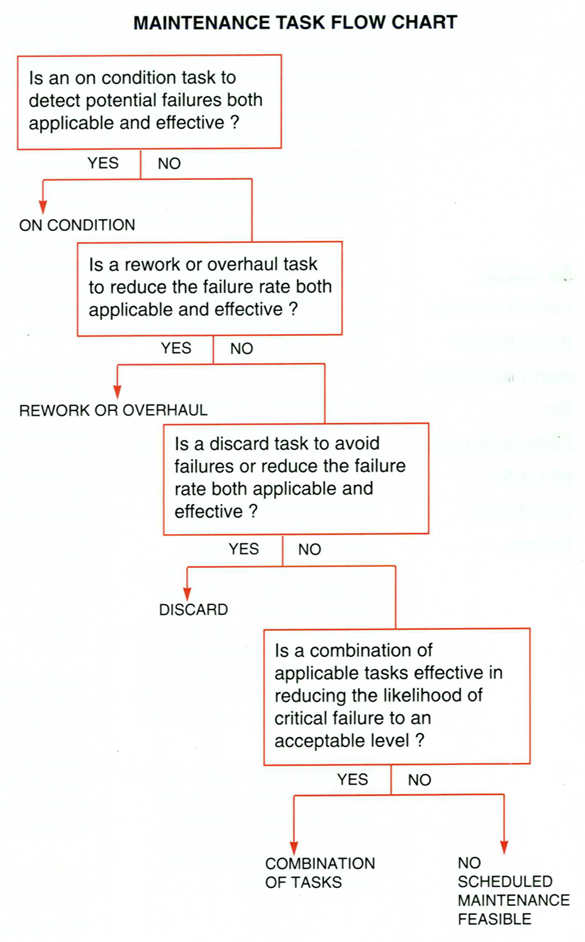
Scheduled on condition inspections directed at specific failure modes are the most desirable type of task. They are aimed at detecting reduced resistance to failure. The component remains in service until a potential failure is discovered. Where visual inspection is impractical, oil and filter analysis can detect abnormal wear and contamination.
On condition tasks include checking of pressures, temperatures, speeds, flow rates, output power, current draw, vibration, fluid levels, fluid leaks, cycle times, borescope inspections, and oil and filter analysis. These tasks discriminate between units that are likely to survive until the next inspection (sample), thereby allowing all units to maximise their useful life. Thus, when on condition tasks are applicable and effective the cost of both scheduled and corrective maintenance is minimised.
If no applicable and effective on condition task can be found, scheduled rework or overhauls are the second choice.
Scheduled discard tasks are economically least desirable. Although lubricant change is considered a discard task, it can be cost-effective because of its low relative cost. However, in large recirculating systems the oil itself is a significant and expensive item. Oil analysis can be used to monitor the serviceability of the oil and lengthen oil drain periods as well as check for wear.
If no tasks or combination of tasks are applicable and effective, the unit cannot benefit from scheduled maintenance. Replacement or product improvement/redesign should be considered.
Developing an initial programme
We are now ready to develop an initial maintenance programme for plant from the research that has been completed. We have already listed all the significant items that could benefit from maintenance, and a list of all known and envisaged functional failure modes for each component has been compiled.
We now consider the failure consequences of each functional failure. If a failure is found to have production consequences with plant downtime and loss of production predicted, the maintenance task flow chart is applied to that failure mode to determine applicable and effective maintenance tasks. The same logic is applied for safety, non-operational and hidden consequences.
The maintenance schedule should now be drawn up using conservative task intervals. Job cards are prepared detailing what tasks are to be done at a service. Task cards can be compiled to indicate how inspection and servicing are to be done and to define limits and procedures. Each task card is listed and signed for on the job card. Task cards are reusable and may contain illustrations and maintenance manual extracts. They should be sealed in plastic and used on the job.
Lastly, optimum service and inspection intervals are developed with operating experience. Tasks must be scheduled frequently to minimise failures, with the overall aim of finding a reasonable balance between low maintenance costs and low failure rates.
Examples
RCM decision-making logic is applied to two common industrial components as examples of how scheduled maintenance can extend equipment life.
Example 1: Industrial gearbox
Safety consequences? No
Operational consequences? Yes, loss of production
Economic consequences? Yes, cost of repair/replacement
Hidden consequences? Yes, contamination causing high wear rates
Functional failure mode: bearing, gear, shaft, or thrust washer failure.
Potential failure indications: abnormal wear and overheating seal failure.
Is on condition task applicable and effective? Yes
Is an overhaul task applicable and effective? No
Is a discard task effective? No
Is a combination of tasks effective? No
Initial scheduled maintenance programme for gearbox:
-
Visually inspect oil level (weekly)
-
Visually inspect for leaks and seal damage (weekly)
-
Test for overheating and high electric motor current (weekly)
-
Perform oil analysis to monitor oil and machine condition (every three months)
Economic considerations: n a small gearbox holding 0.5 litres of oil, the oil – and even the gearbox – is inexpensive to replace and oil analysis may not be cost-effective unless the failure consequences are critical or serious.
In a large gearbox holding 400 litres of synthetic oil at R45 per litre, the oil itself becomes a significant item and a capital asset. In this case oil analysis is warranted in testing for oil contamination and deterioration, and it has the added benefit of monitoring wear. The oil is changed only if it becomes unfit for further use.
Example 2: Industrial hydraulic systems
Hydraulic systems and their controls can be very complex so only the basic power pack is considered here:
Safety consequences? Yes, bursting hoses can cause injury and fire, and loss of power can result in loss of control over the load in cranes.
Production consequences? Yes, loss of production.
Economic consequences? Yes, cost of repair and fluid loss.
Hidden consequences? Yes, abnormal wear and contamination reduce component life
Initial scheduled maintenance programme:
-
Visually inspect fluid level (weekly)
-
Visually inspect for leaks and flexible hose damage (weekly)
-
Check system operating pressure (weekly)
-
Check load cycle times (weekly)
-
Drain off water and sediment accumulation (weekly)
-
Perform fluid analysis to monitor fluid and machine condition (every three months)
-
Perform filter analysis (every three months)
Economic considerations: In large systems holding a few thousand litres of hydraulic oil, an oil change can be extremely expensive. The oil should not be changed while it is still fit for service. Oil analysis can confirm oil integrity by testing the additive package, particle count and the level of other contaminants. Minor particulate contamination can be removed by external on-site filtration.
For more infomation please contact This email address is being protected from spambots. You need JavaScript enabled to view it. or +27(0)31 700 5460
Published in
Blog
Tagged under
Wednesday, 02 July 2014 11:40
Reliability-centred maintenance (RCM)

RCM embodies the best aspects of the four main maintenance philosophies.
Maintenance philosophies and practices have been around for many years – the objective of these philosophies being the economics consideration of optimising plant availability in industry. There has been a steady evolution from breakdown maintenance to preventive maintenance to predictive maintenance to proactive maintenance in the quest to keep industrial equipment operating economically, efficiently and safely.
Breakdown maintenance
Thirty years ago it may have been sufficient to adopt a breakdown maintenance philosophy whereby plant management would allow equipment to run to destruction and simply replace it at failure. In today’s economic climate this is no longer viable. Not only does the cost of repair or replacement have to be borne in mind, but the cost of down-time, lost production and safety must be considered. In the majority of cases, it does not make economic sense to manage a plant in this way.
Preventive maintenance
With the increase in the cost of machinery, spares and labour, and the cost of industry of lost or poor production, breakdown maintenance evolved into preventive maintenance in the late sixties and early seventies.
The objective of preventive maintenance was to organise a time-based schedule for service and overhaul of essential equipment. By using preventive maintenance it was hoped to eliminate or drastically reduce component failure and down-time improving productivity and profitability.
Predictive maintenance
Predictive maintenance was a great step in the right direction, but could only take maintenance philosophy so far, in that equipment was being checked, serviced and repaired on a regular basis and that history files were being kept on the equipment. One of the problems with preventive maintenance is that it is possible to over-maintain equipment; the cost of maintenance must be balanced against the cost of breakdown. This led to a shift from preventive to predictive maintenance.
The concept of predictive maintenance is to carry on with the planned preventive maintenance but, at the same time, conduct as many non-destructive tests on the items of plant to determine their mechanical integrity. Basically, this philosophy asks the question, “What is the point of fixing something that isn’t broken?” Oil analysis is probably the cheapest and easiest form of predictive maintenance to implement, but other techniques include vibration analysis, thermographic imaging, motor current analysis, balancing and alignment. It may be found that some failure modes cannot be detected by oil analysis on certain equipment, for example on non-lubricated components such as electric motors. In these cases other techniques must be employed.
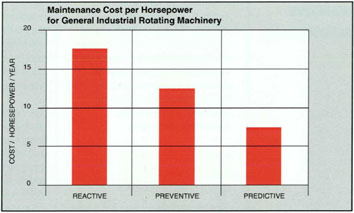
The bar chart below shows the maintenance costs for general industrial rotating machinery, comparing reactive (breakdown), preventive and predictive maintenance philosophies.
Studies have shown that a successful preventive maintenance programme can provide a 30% reduction in maintenance costs over a breakdown maintenance programme.
One important aspect of a predictive maintenance programme is that plant is not overhauled unnecessarily.
Contrary to popular belief, there is not a strong relationship between operating age and reliability. Once a piece of equipment has “bedded-in” and established a reliable operating mode, overhaul will disturb this mode and research has shown that the overhauled component will not last as long as the new component. If the predictive maintenance techniques employed do not indicate a problem, then don’t disturb a stable and reliable operating mode.
With the introduction of predictive maintenance and accurate record-keeping in machine history files, certain failure modes can be determined and this leads directly to a proactive maintenance philosophy.
Proactive maintenance
Proactive maintenance looks at root cause failure analysis (RCFA) to determine the cause of certain common failures in industrial equipment. If the cause of failure can be determined, can that cause be eliminated? Whereas previous maintenance philosophies have looked at predicting the failure of a component and taking action before the failure actually occurs, proactive maintenance looks at the root cause of failure and aims to eliminate the cause so that, in turn, that failure mode is also eliminated.
A good example of using RCFA in proactive maintenance is the influence of particulate contamination in the failure of fluid power systems. Research has shown that 70% - 85% of hydraulic component failures are due to particulate contamination, with up to 90% of these failures due to abrasive wear.
Predictive maintenance has established the cause of the majority of hydraulic system failures; the object of proactive maintenance philosophy is to eliminate that cause by keeping hydraulic fluids as clean as is practically possible. By regularly checking the cleanliness of hydraulic fluids, a large number of hydraulic component failures can be prevented.
Oil analysis forms an important part of proactive maintenance. In the example cited above, oil analysis is used to determine the cleanliness levels of lubricants so that dirty oils can be either cleaned or changed when unacceptable levels of contamination are detected. Although oil analysis is strictly part of predictive maintenance, it can also be instrumental in RCFA and can lead to good proactive maintenance practices. For example, oil analysis could be used to predict bearing failure in an automotive application. If the engine can be dismantled before actual failure then, firstly, subsequent damage can be avoided and, secondly, it is hoped that the cause of the bearing failure can be determined. This is particularly useful when one considers that certain failure modes, at the point of failure, can destroy the evidence of the cause of failure. In this way oil analysis can form an integral part of proactive maintenance.
Reliability-centred maintenance (RCM)
A lot of large industrial organisations have adopted the concept of RCM which encompasses all the best aspects of the four basic maintenance philosophies discussed above. Even breakdown maintenance has its benefits in certain applications (replacing a burnt out light bulb, for example)
The introduction of RCM to a company or organisation is not something that can be carried out overnight and the benefits are not likely to be immediately quantifiable. What is most important is that the company must have a maintenance philosophy or mission statement and a top-down management commitment to that mission statement. Only then can a RCM system be developed or expanded from existing maintenance systems. Management must be involved at all levels with regard to decision-making in the maintenance department before an effective maintenance philosophy can be implemented.
General acceptance of an RCM group by the workforce can sometimes be one of the biggest hurdles to overcome, because the maintenance planning department is frequently seen as a “police force” checking up on quality of work carried out by the artisans in the plant.
However, once an RCM programme has been instituted, developed and receives the full support of management and the workforce, then the company can look forward to dramatically increased reliability, productivity and safety as well as the ultimate benefit: increased profitability.
For more information contact WearCheck on +27(0) 31 700 5460 or This email address is being protected from spambots. You need JavaScript enabled to view it.
Published in
Blog
Tagged under